
Hizkuntza

Paperezko hodiak sinpleak dirudite, baina erosi edo fabrikatzen dituen edonork badaki buruhausteak: delaminazio kexak, hormaren lodiera irregularra, kola-nahastea, ertz lausoak, teleskopioa, biribiltasun eskasa eta etengabeko geldialdi-denbora, lama aldaketengatik edo paperaren elikadura txarragatik. Artikulu honek arazo horiek benetan zerk eragiten dituen eta nola aPaper Hodi Makinakonfiguratu, operatu eta mantendu daiteke kalitate egonkorra eskalan emateko. Erosketa-zerrenda praktikoa, ohiko akatsak saihesten dituen produkzio-fluxua, makinen aukerak alderatzen dituen taula, bezeroek konfiantza duten kalitate-kontroleko errutina eta operadoreek lurrean erabil dezaketen arazoak konpontzeko gida bat jasoko duzu.
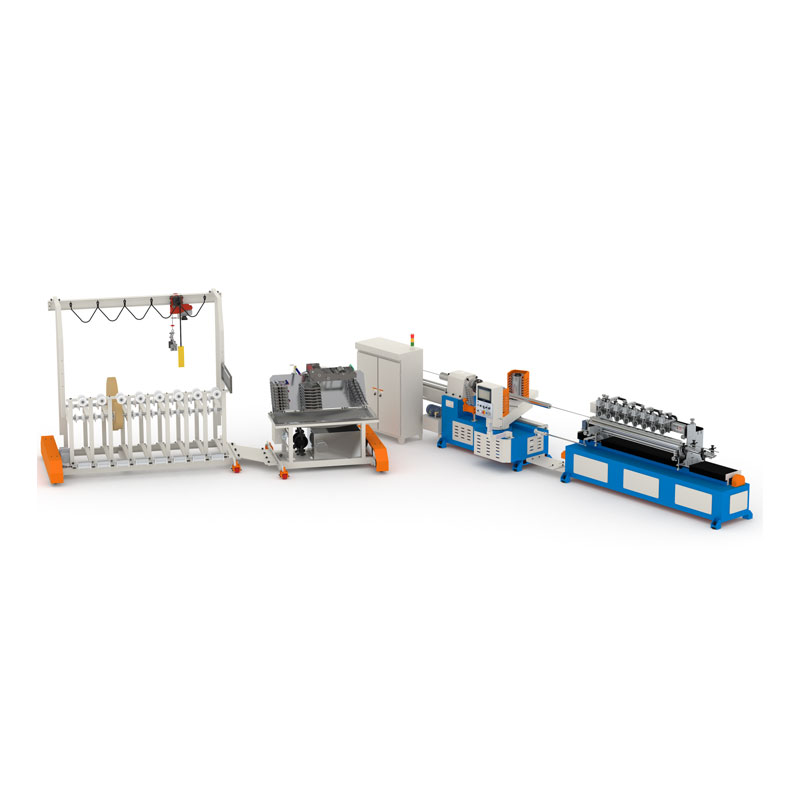
Erosle batek "zure hodiak ez dira koherenteak" esaten duenean, normalean arazo zehatz horietako bat esan nahi du. Ondo konfiguratuaPaper Hodi Makinaiturburuan saihestu beharko lituzke, ez hodi txarrak dagoeneko egin ondoren sailkatuz.
Ontziak, etiketak, filmak, ehunak, paper-fabrikak edo eraikuntzarekin lotutako hodiak eskuratzen ari bazara, zure bezeroei bi gauza bera axola zaie:errepikagarritasunaetaertzak garbi. Zure prozesuan denak emaitza horiek defendatu beharko lituzke.
Hodi-linea sistema bat da. "Makinaren abiaduran" bakarrik zentratzen bazara, txatarra azkarrago ekoizten amaituko duzu. Hona hemen urratsez urrats ebaluatu behar duzun lan-fluxua:
Zure egungo hodiek "ausaz" huts egiten badute, kausa oso gutxitan ausazkoa da. Tentsioaren, kolaren biskositatearen edo mandrilaren higaduraren noraeza izan ohi da, bezeroak kexatu arte inork neurtu ez duena.
Hodi aplikazio guztiek ez dute eraikuntza metodo bera behar. Erabili beheko taula makinaren estiloa produktuen eskakizunekin lotzeko.
| Makina / Prozesu Mota | Onenarentzat | Indarrak | Watch Outs |
|---|---|---|---|
| Espiralezko bihurriketa | Paketatze-hodi orokorrak, ehun-nukleoak, etiketa-nukleoak, babes-hodiak | Eraginkortasun handia, tamaina malguak, irteera egonkorra tentsioa kontrolatzen denean | Tentsio/kola egonkortasun ona behar du delaminazioa eta obalitatea saihesteko |
| Harilkadura bihurritua | Doitasun handiko hodiak, horma lodiagoak, tolerantzia estuagoa behar duten aplikazioak | Biribiltasun potentzial bikaina, egitura sendoa, geruzen diseinu garbia | Konfigurazio sentsibilitate handiagoa; paperaren zabalerak eta lerrokatzeak koherenteak izan behar dute |
| Eskuzko / Sarrerako Lerroa | Lote txikiak, hodi produktu berriak probatzen, aurrekontu mugatua | Aldez aurretik kostu txikiagoa, prestakuntza sinplea | Irteera operadorearen trebetasunaren araberakoa da; koherentzia mantentzea zailagoa da |
| Lerro erdi-automatikoa | Produkzio egonkorra behar duten lantegiak hazten ari dira automatizazio kostu osorik gabe | Produktibitate orekatua, funtsezko urratsen kontrol egonkorragoa | Oraindik ezartzeko noraeza saihesteko operazio-prozedura estandarrak behar ditu |
| Automatizazio Handiko Linea | Eskaera handiak, entrega-leiho estuak, QC zorrotza duten bezeroak | Errepikagarritasuna, lan menpekotasun txikiagoa, eskalatze hobea | Mantentze diziplinatua eta ordezko piezen planifikazioa eskatzen du |
Aukera "onena" zure hodiaren tolerantziarekin, diametroarekin, hormaren lodierarekin eta bezeroen itxaropenekin bat datorrena da, ez liburuxka batean abiadura-zenbaki handiena duena.
Eroslearen damua saihestu nahi baduzu, blokeatu zure eskakizunak aurrekontuak alderatu aurretik. Hona hemen egiaztapen-zerrenda praktiko bat:
Aholku profesionala: egin ezazu zeure buruari galdera deseroso hau:"Zer gertatuko da nire operadore onena uzten badu?"Zure kalitatea kolapsatzen bada, oraindik ez duzu prozesurik; pertsona bat duzu. A behar bezala zehaztutaPaper Hodi Makinaeta dokumentatutako ezarpenek arrisku hori murrizten dute.
Ez duzu laborategi konplikatu bat behar konfiantza irabazteko. Koherentzia eta trazabilitatea behar dituzu. Erabili operadoreek benetan jarraitu dezaketen errutina sinple bat:
Hobekuntzarik indartsuena jarraipena datxatarra arrazoiak. "Elikadura marmelada" bada txatarren gidari nagusia, ez erosi ekipo azkarragoak; konpondu elikaduraren egonkortasuna eta prestakuntza lehenik.
Lantegiek abiaduraren atzetik jarraitzen dute eta gero txatarrarekin, aparteko orduekin eta bezero haserrearekin zigortzen dituzte. Plan hobe bat irteera egonkorretarako diseinatzea da:
Irteera planifikatzen duzunean, sartu ezkutuko denbora-hustubideak: junturak kudeatzea, kola garbitzea, pala-aldaketak eta tamaina-aldaketak. Geldialdi gutxiago dituen lerro apur bat geldoago batek erritmoa etengabe hausten duen lerro azkarrago bat gainditu dezake.
Hodi-linearen "misterio-arazo" gehienak mantentze-arazoak dira mozorrotuta. Babestu jarduera-denbora aspergarriak baina errentagarriak diren ohiturekin:
Gutxietsitako aholku bat: tratatu kola material kontrolatu bat bezala, ez "eskuragarri dagoena" hornidura gisa. Biskositate egonkorrak eta aplikazio garbiak hobekuntza garesti askok baino gehiago egiten dute hodiaren kalitateari.
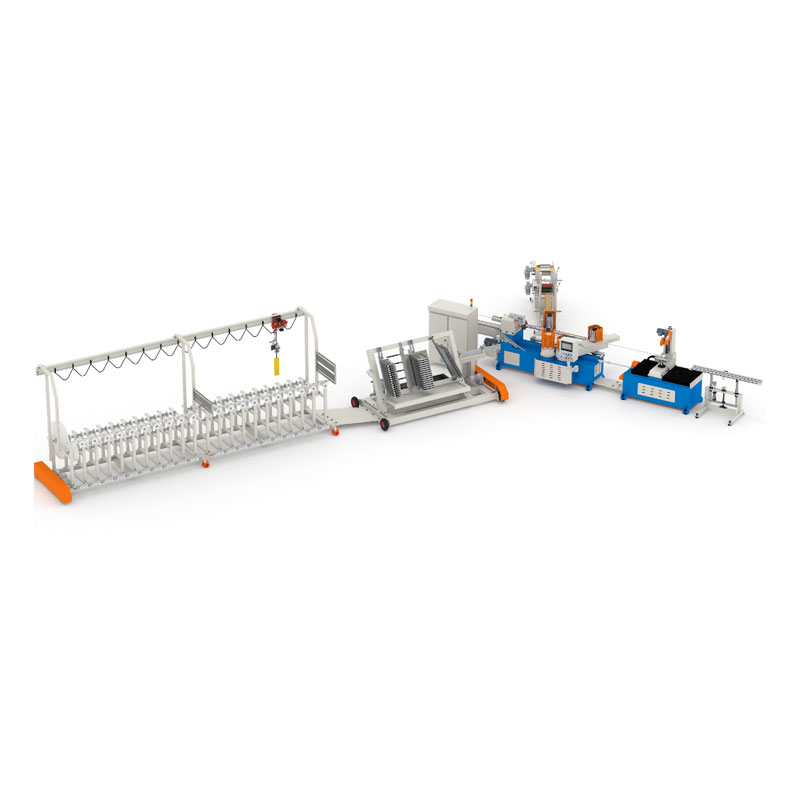
A Paper Hodi Makinaez da behin-behineko erosketa. Epe luzerako ekoizpen harremana da. Aukeratzen duzun hornitzaileak ezarpenak azaltzeko, akatsak konpontzeko eta irteera estandarizatzen lagundu beharko luke, ez bakarrik ekipoak bidaltzeko.
Hornitzaileak ebaluatzen ari bazara, bilatu:
Ikuspegi egituratuagoa nahi duten taldeentzat —batez ere ahalmena eskalatzerakoan—Wenzhou Feihua Printing Machinery Co., Ltd.sarritan hornitzaileen aukera gisa ebaluatzen da, erosle askok ekipamenduak ez ezik, operazio-gida praktikoak eta ekoizpen errutina egonkorrak ere nahi dituztelako, "heroien operadoreekiko" mendekotasuna murrizten dutenak.
Zure egungo hodiek lotura ez-koherenteak, ertz nahasiak edo entrega oztopatzen duten geldialdi-denbora jasaten badute, konponketa oso gutxitan "azkarrago exekutatzen da". Benetako irtenbidea eskuinarekin bat etortzea daPaper Hodi Makinakonfigurazioa zure hodiaren zehaztapenetara, eta, ondoren, kalitatea egonkor mantentzen duen prozesu errepikagarria eraikitzeko, nahiz eta txandak aldatzen direnean.
Zure hodi-tamainen tartea, xede-tolerantzia eta ekoizpen-helburuak eztabaidatzeko prest? Heldu etajarri gurekin harremanetanzure fabrikari egokitzen zaion makina eta prozesu-plan praktiko bat aztertzeko, ez aurrekontu generiko bat soilik.











